Infrared Burner
Revolutionary Heating Technology
Efficient, clean, and precise heating solutions for industrial, commercial, and residential applications.
Infrared Burner
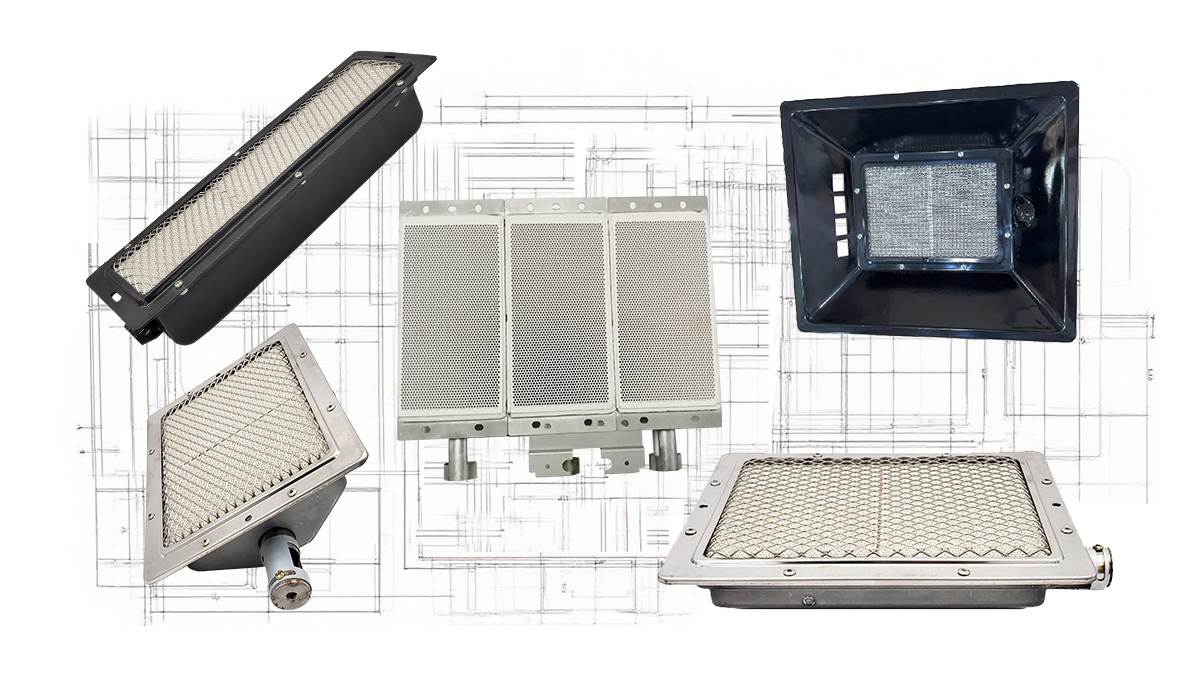
Explore our range of high-performance infrared burners designed for diverse industrial applications
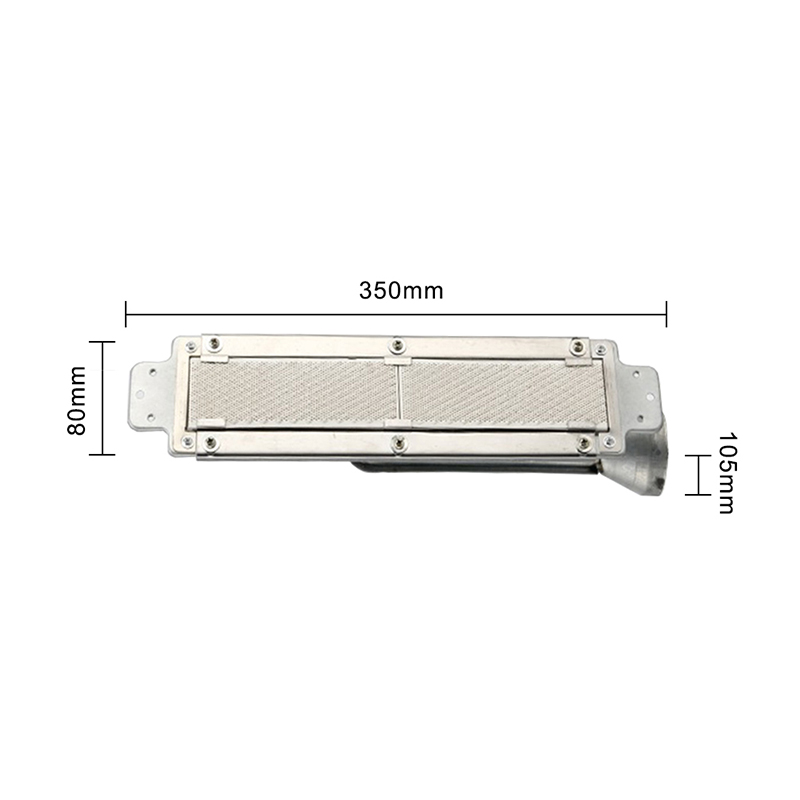
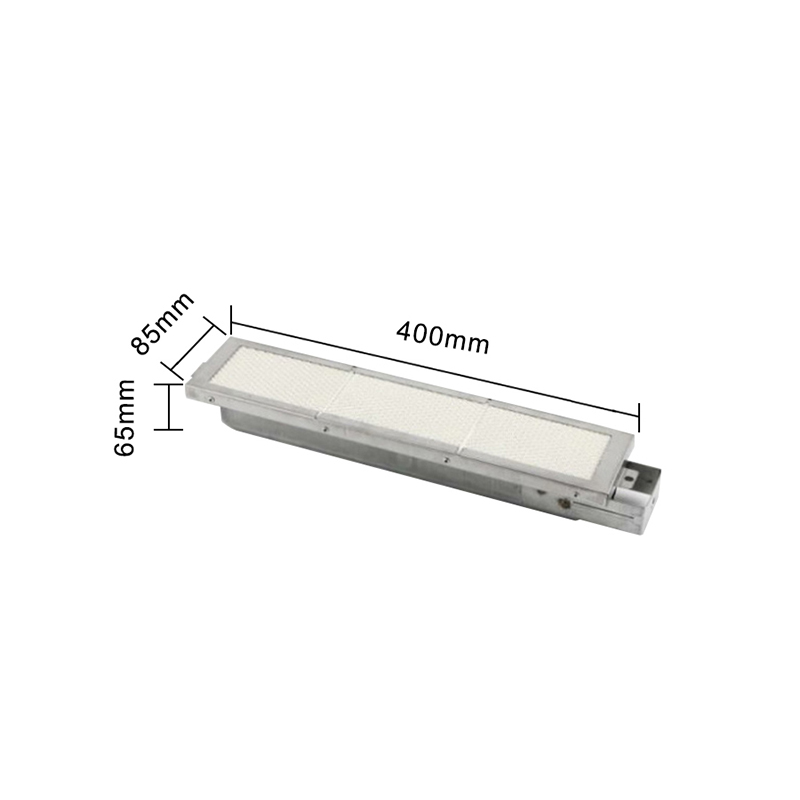
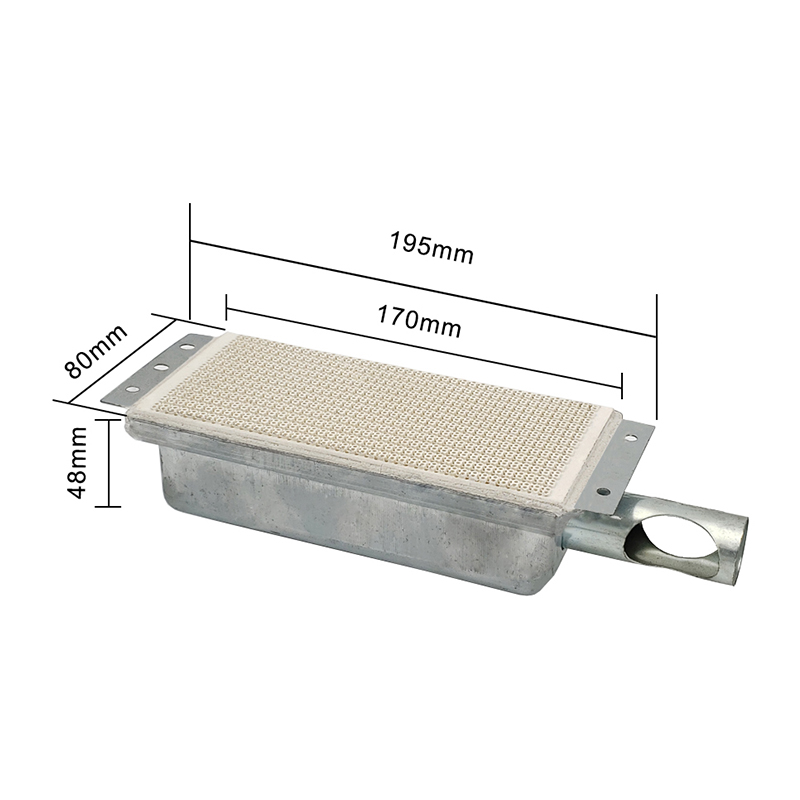
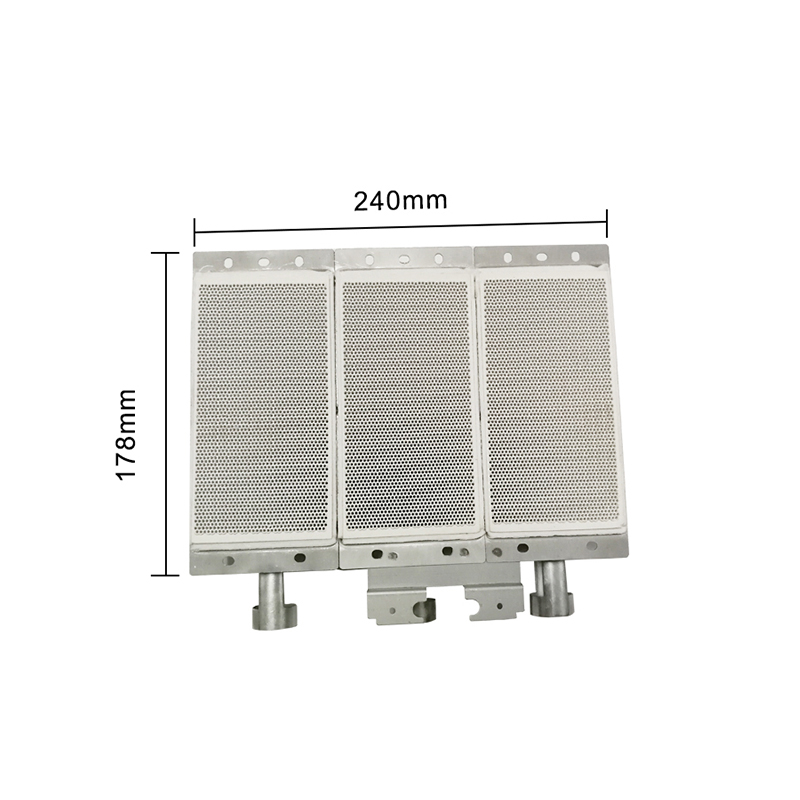
Infrared-Burner
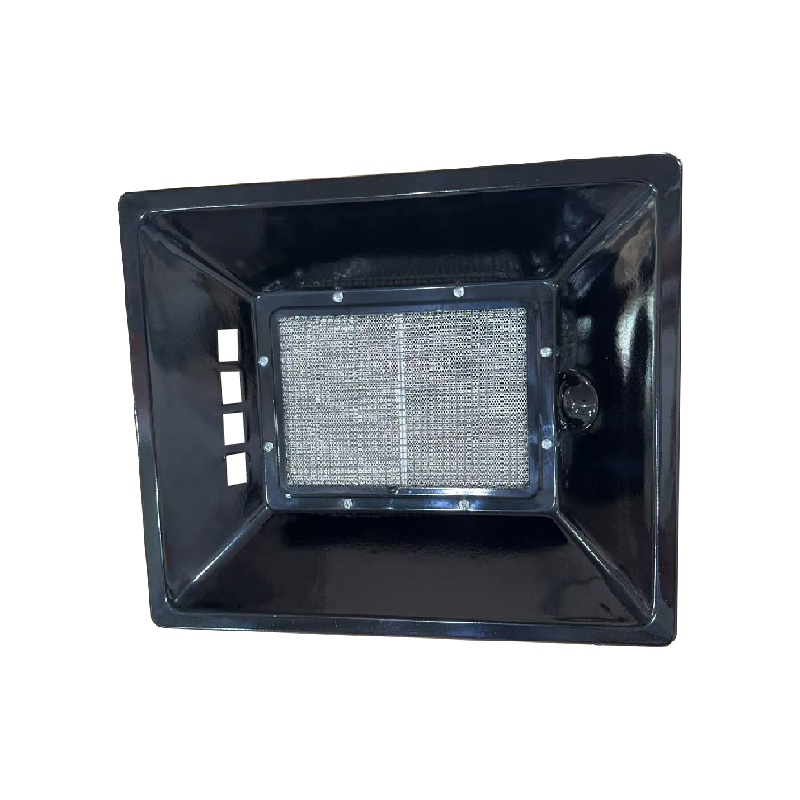
Infrared-Burner-UBN2338
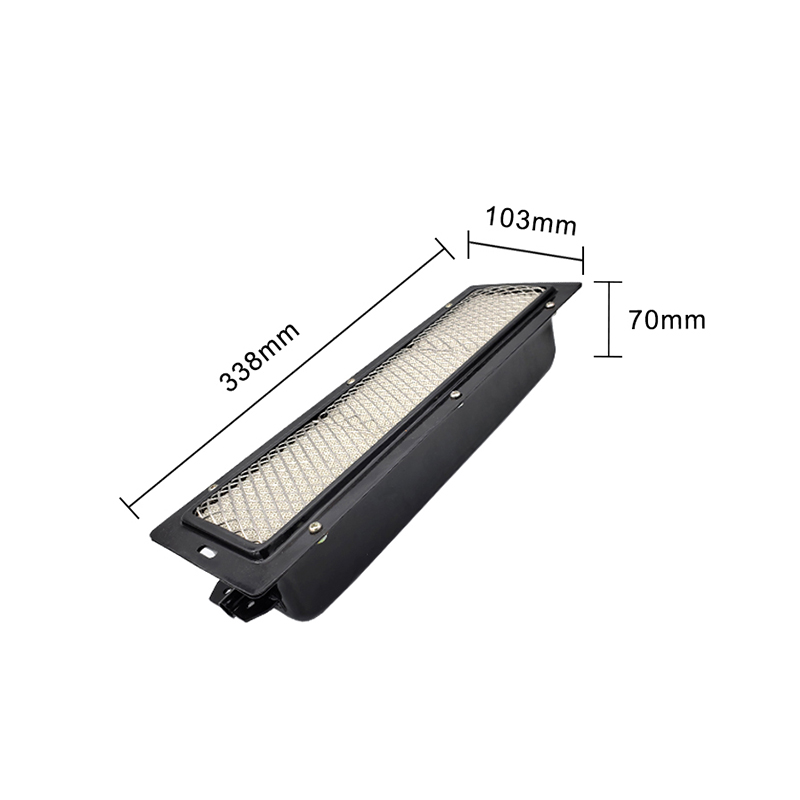
Infrared-Burner-UBN1220P
Infrared-Burner-UBN1220T

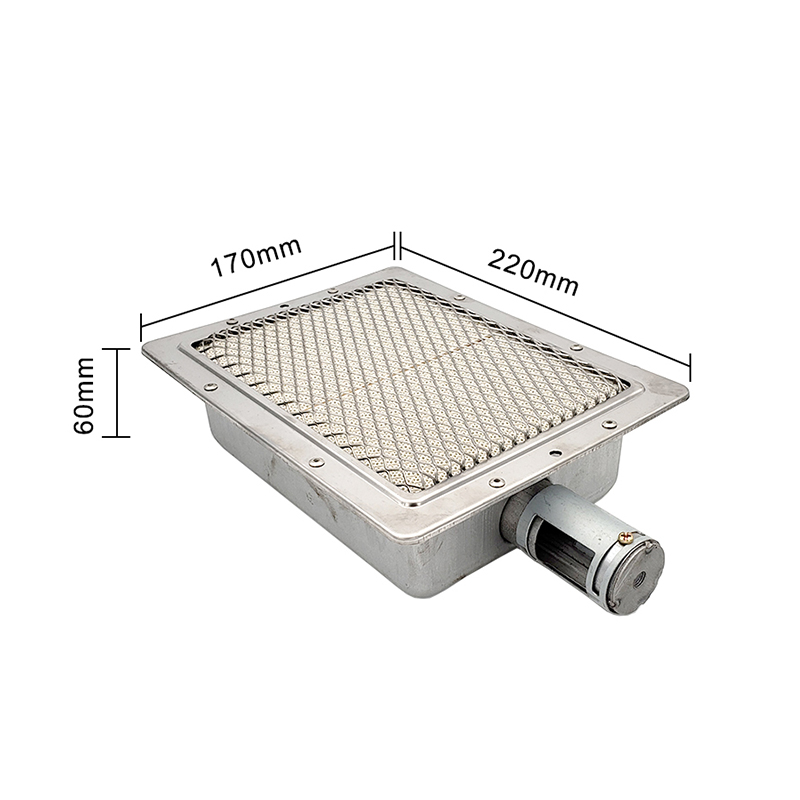
Infrared-Burner-UBN2190
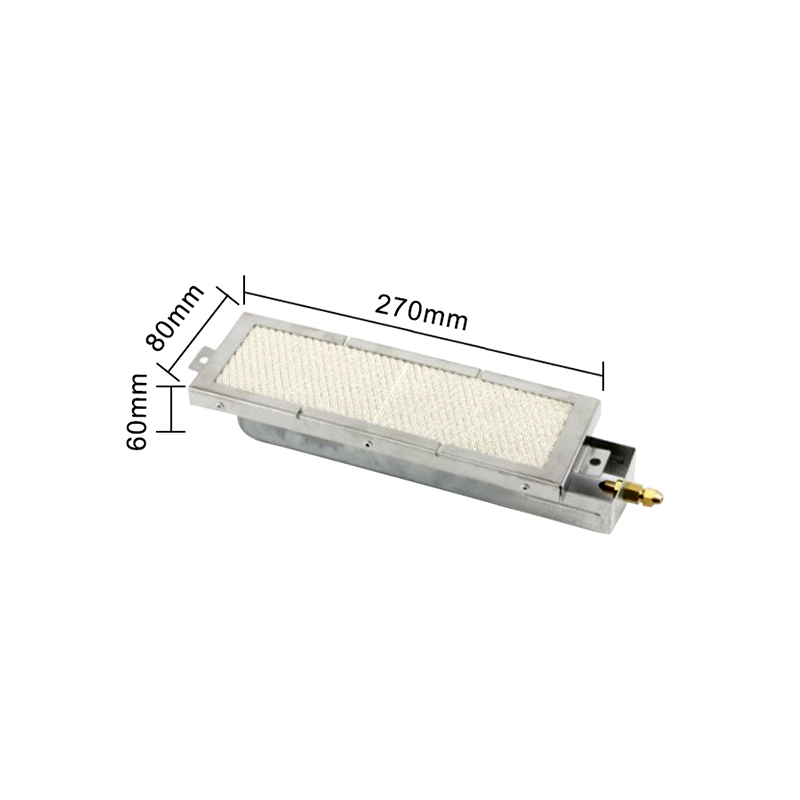
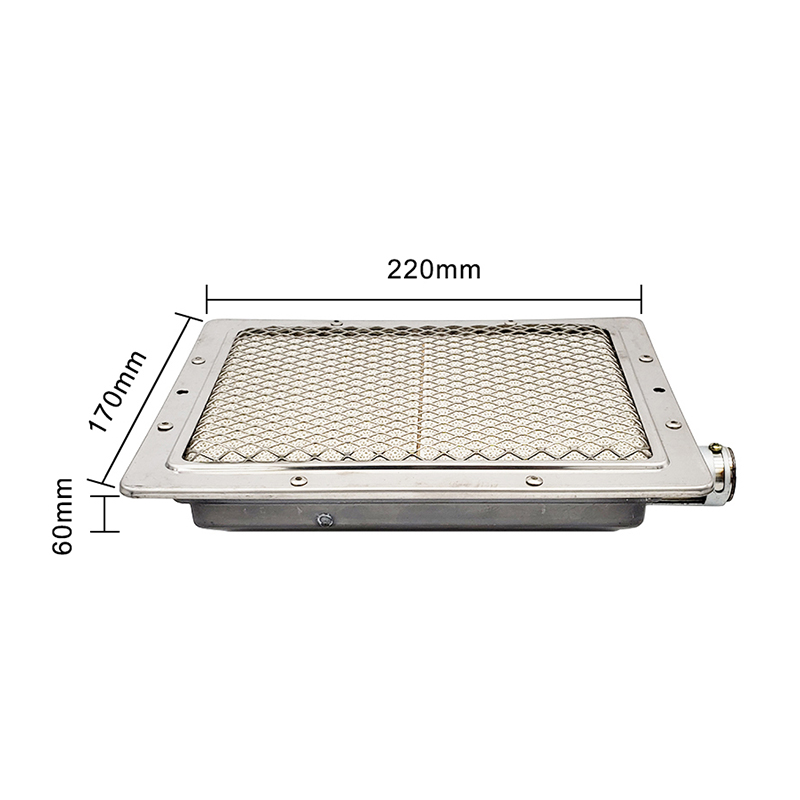
Infrared-Burner-UBN2270
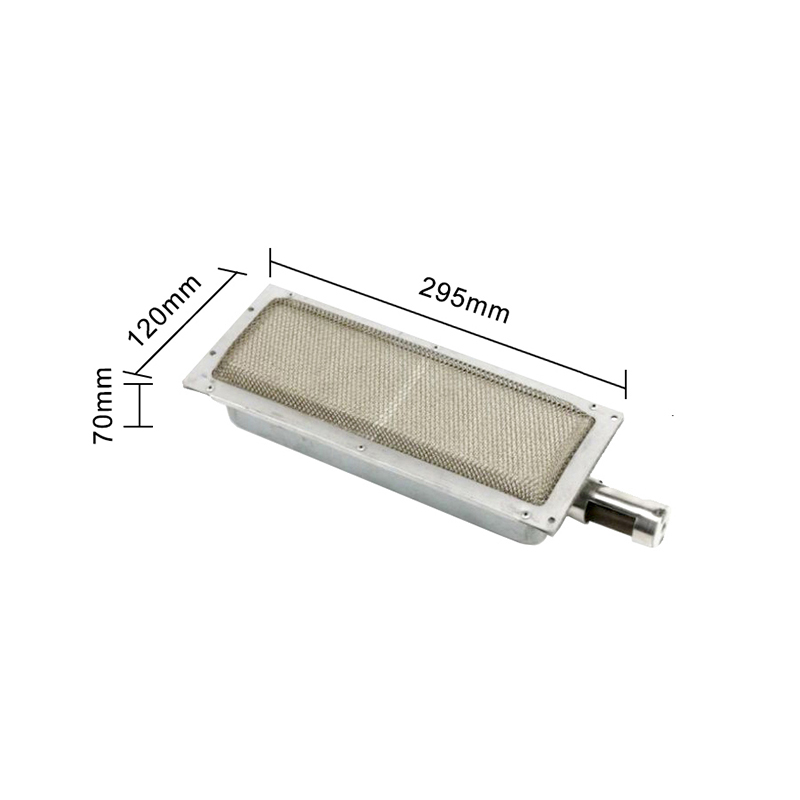
Infrared-Burner-UBN2295A
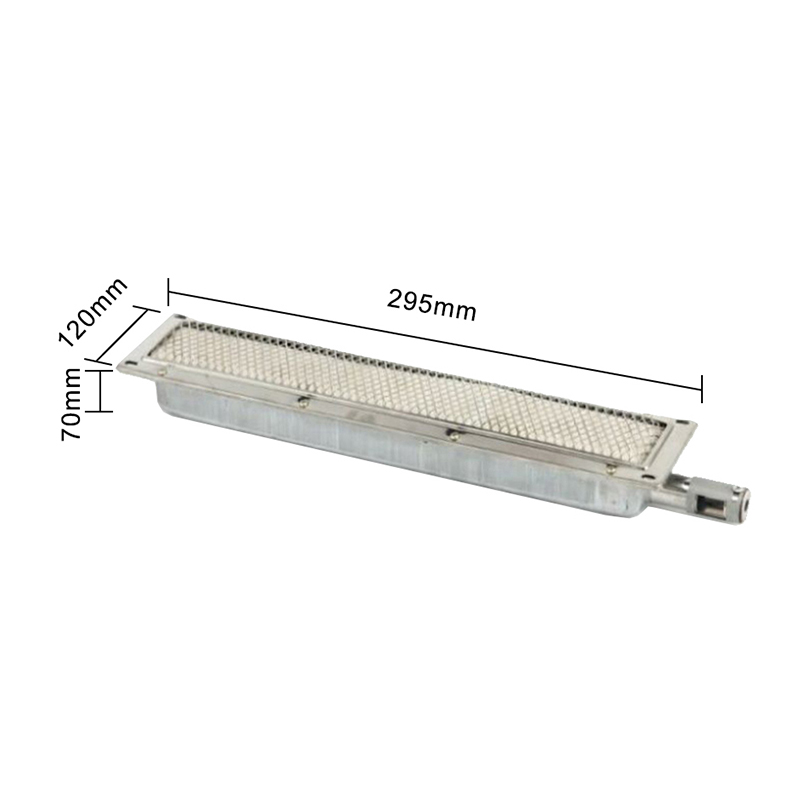
Infrared-Burner-UBN2295B

Infrared-Burner-UBN2340A

Infrared-Burner-UBN2340B
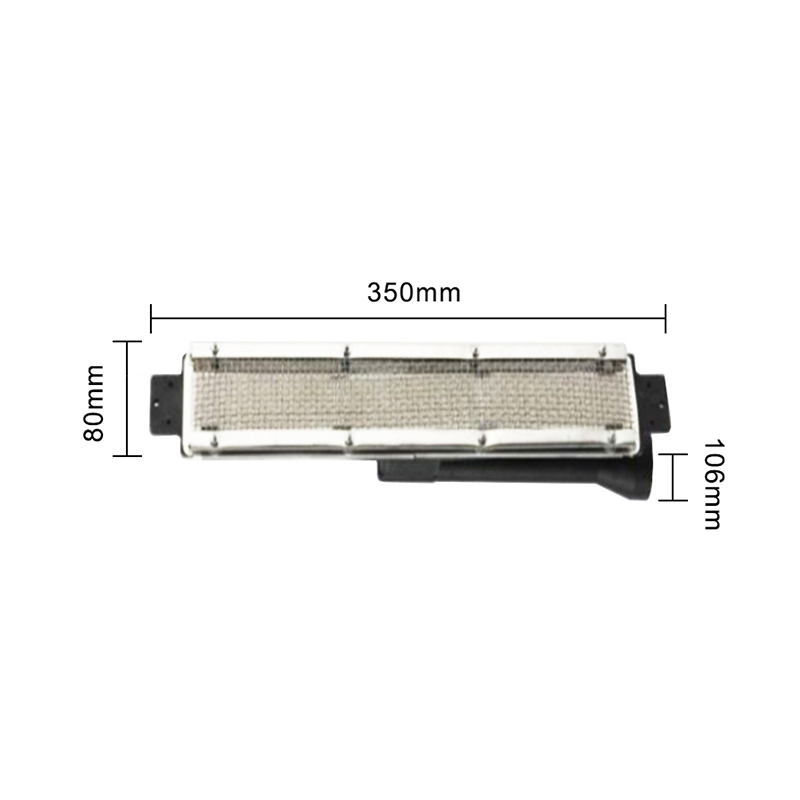
Infrared-Burner-UBN2350A
Infrared-Burner-UBN2350B

Infrared-Burner-UBN2370
Infrared-Burner-UBN2400

Infrared-Burner-UBN2405

Infrared-Burner-UBN2408

Infrared-Burner-UBN2450

Infrared-Burner-UBN2550

Infrared-Burner-UBN2660

Infrared-Burner-UBN2685

Infrared-Burner-UBN2905A

Infrared-Burner-UBN2905B
Infrared-Burner-UBN3195
Infrared-Burner-UBN3240
How Infrared Burner Work
Understanding the science behind our infrared burner helps appreciate their efficiency and precision.
Energy Conversion
The burner converts gas or electricity into infrared radiation through a specialized emitter, bypassing the need to heat air first.
Radiant Heat Transfer
Infrared waves travel through the air and directly heat objects they encounter, similar to how sunlight warms surfaces.
Controlled Distribution
The heat is evenly distributed and can be precisely controlled, allowing for consistent temperatures and reduced energy waste.
The Science Behind Our Burners
Our infrared burner operate at wavelengths that optimize heat absorption by various materials, ensuring maximum efficiency and minimal energy loss.
-
 Operate at optimal infrared wavelengths (2-5 microns)
Operate at optimal infrared wavelengths (2-5 microns)
-
Instant heat with no warm-up period required
-
Precise temperature control from 100°F to 1800°F

Key Benefits of Infrared Burner
Discover why Infrared Burner are becoming the preferred choice for heating applications across industries.
Water Conservation
Reduces water usage by up to 50% compared to traditional heating methods.
Energy Efficiency
Converts up to 90% of energy input into usable heat, minimizing waste.
Time Savings
Heats objects directly, reducing processing time by 30-50%.
Eco-Friendly
Lower emissions and reduced carbon footprint compared to conventional burners.
Uniform Heating
Provides consistent heat distribution with minimal temperature variation.
Safety Features
Cool-to-touch surfaces and advanced safety mechanisms prevent accidents.
Low Maintenance
Durable construction requires minimal upkeep and has a longer lifespan.
Precise Control
Accurate temperature regulation for precise heating requirements.
Energy Savings Comparison
Our Infrared Burner outperform traditional heating methods in both energy efficiency and operational costs.

About US
We are innovators revolutionizing food heating through infrared burner technology. By harnessing infrared radiation, we have set new global standards for performance, sustainability, and reliability in both industrial and residential applications.
Our core infrared burners, built with premium heat-resistant materials, deliver exceptional performance in demanding environments. Our diverse models support varied applications from automotive curing to artisanal baking.
Operating at 2–5 microns, our infrared burners transfer energy directly to objects with up to 90% efficiency—surpassing conventional systems. They provide precise temperature control (100°F–1800°F), lower emissions and water use, and ensure safe, durable operation with minimal upkeep. We innovate continuously to help customers boost productivity, reduce costs, and achieve sustainable heating solutions.
What Our Clients Say
“Switching to infrared burners in our commercial ovens was a game-changer for BakeWell. We’ve cut energy costs by 32%—a huge win for our monthly budget—and the even heat means every batch of bread and pastries bakes consistently. No more undercooked centers or overdone crusts, and our production line now moves 15% faster. It’s rare to find a solution that boosts both quality and savings!”

Emily Carter
Production Supervisor, BakeWell Bakery
“We specialize in pre-sterilization for packaged ready-to-eat meals, and we used to struggle with traditional heating equipment—either the temperature was too low to fully sterilize, or too high to ruin the food’s texture and flavor. Since switching to infrared burners, we’ve cut energy consumption in the sterilization phase by 28%, and the precise temperature control ensures every batch meets safety standards without compromising taste.”

Raj Patel
Facility Manager, MediPack Food Labs
“For seafood processing, quick, uniform heating is key to locking in freshness—and infrared burners exceeded our expectations. We’ve reduced energy use by 36% during our fish fillet drying stages, and the consistent heat keeps our products from drying out or retaining excess moisture. Best of all, our daily output is up 18% because we’re no longer pausing to adjust temperatures. Our customers have even commented on how much better the seafood tastes!”

Lisa Wong
Owner, Coastal Seafood Processors